Research Summary Report of C05
Jointing Principles for Combination of Concrete Elements Produced by Different Additive Manufacturing Processes
[19.05.2023]
Empelmann, Martin; Project Leader,
m.empelmann@ibmb.tu-bs.de
Lanwer, Jan-Paul; Doctoral Researcher,
j.lanwer@ibmb.tu-bs.de
TU Braunschweig, Institute of Building Materials, Concrete Construction and Fire Safety (iBMB), Division of Concrete Construction
The C05 project deals with the design, the manufacturing and the calculation of suitable connections for segmental AM-components. Principally, the connections should be based on the dry joint approach manufactured by subtractive post-processing. Alternatively, they could be also directly printed with the segment. The joint design should be efficient in production, apply for all AM-processes (SC3DP, Extrusion, Particle bed) and bear combined normal and shear stresses.
Summary
The selected joint profiles from the so-called joint catalogue (see Reference) were tested under compression loads so far (see last RSR). In the next step, the selected joint profiles of all AM processes (SC3DP, Extrusion and SCA) are tested under combined compression/shear. The joint profile was either manufactured by subtractive post-processing (CNC-milling and CNC-sawing) or the profile was directly printed on the sample (for SCA concrete). Figure 1 shows the set-up for testing dry joints under combined compression/shear.
Testing dry joints under pure shear is quite elaborate because the load has to be ideally parallel to the joint surface. The set-up in Figure 1 is an advancement of other set-ups that were developed at iBMB. A steel shoe part fixes the male cubic concrete sample. It is composed with an identically constructed steel part with the female concrete sample. Both steel parts with the samples are faced to each other and a normal load is applied with a hydraulic press. The degree of normal stressing respectively post-tensioning is measured with a load cell.
The first results of the combined compression/shear tests show that some profiles shear off and other profiles move of top of each other. It was also observed that the ultimate load of the joints depends on the type of profile and on the amount of the normal load.
Current state of research
The combined compression/shear tests of the dry joints have been nearly completed and are currently under evaluation. At first, the failure modes are investigated. As already mentioned, two major failure modes occurred. Either the joint profile shears off or the profiles moved on top of each other, where finally a concrete strut fails. Figure 2 shows the failure pattern of a sinusoidal joint profile (left) and a triangular profile (right) manufactured by SC3DP.
In case of the tests shown in Figure 2 the sinusoidal and triangular profile were both post-tensioned with a normal load of 15 kN, which leads to normal joint stresses of approximately 1.5 N/mm². It could be clearly observed that the sinusoidal profile shears off whereas the triangular profiles moved on top of each other. The reason for the different failure model could be the degree of interlocking or clamping effects. The sinusoidal joint profile activates more evenly distributed shear loads and shears off at a lower load level than the triangular profile. The latter bears the shear force more via a compression strut model and the ultimate load of the triangular profile growths with increasing the normal load.
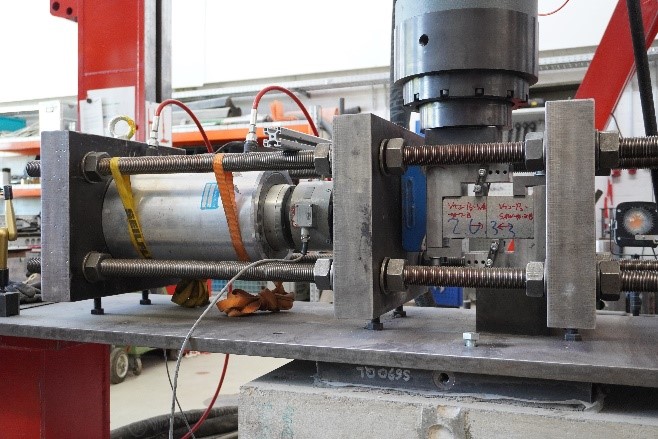
Fig 1: Set-up for testing combined compres-sion/shear
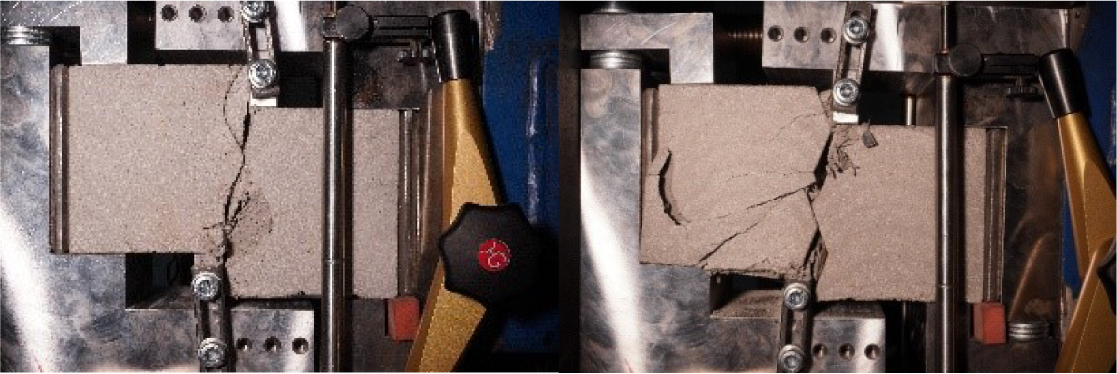
Fig. 2: Sheared off (left) and moved on top (right) failure mode in combined compression/shear tests



