Research Summary Report of A04
Integrated Additive Manufacturing Processes for Reinforced Shotcrete 3D Printing (SC3DP) Elements with Precise Surface Quality
[07.07.2023]
Rudolph, Jennifer; doctoral researcher,
j.rudolph@ibmb.tu-bs.de
Freund, Niklas; doctoral researcher,
n.freund@ibmb.tu-bs.de
Lowke, Dirk; project leader,
d.lowke@ibmb.tu-bs.de
all: TU Braunschweig, Institute of Building Materials and Concrete Construction and Fire Safety (iBMB)
Summary
Project A04 investigates cooperative Additive Manufacturing (AM) processes based on Shotcrete 3D Printing (SC3DP) for the production of material-efficient, force-optimised, reinforced, load-bearing concrete components with precise surface quality and high geometric precision. The goal is to produce large-scale concrete elements using significantly lower amounts of reinforcement and concrete as compared to standard concrete construction principles.
Current state of research
Reinforcement integration is one of the key topics of current research in the field of concrete 3D printing. A large number of reinforcement strategies are being investigated. In addition to the challenges of automated process integration, the focus at the material level is on achieving good bonding properties. By applying the material in a spray jet, SC3DP provides an excellent basis for enclosing reinforcement without the need for a specially adapted nozzle, such as a twin nozzle.
A recent study investigated the enclosure of protruding rebars in the SC3DP process. A test field was constructed with vertical rebars of varying spacing (Figure 1). One row of rebar was placed centrally under the print path and two rows of rebar were placed eccentrically on the edges of the spray jet, see Figure 1.
Cross-sections were cut from the finished specimens to evaluate the results of the reinforcement enclosure. To avoid damage during sawing, the specimens were embedded in concrete (coloured with yellow pigments). The cross section shown in Figure 1 on the right shows that the centrally positioned rebars are fully embedded in concrete. However, in the case of the eccentrically placed rebars, voids formed on the outside and the rebars were only partially embedded.
The result shows that the eccentricity of the rebar erebar relative to the print path is an important factor. As shown in Figure 2, a maximum eccentricity erebar,max has to be defined depending on the expected layer width wl and the selected material and process parameters. The use of larger eccentricities (erebar > erebar,max) can lead to local defects in the bond zone.
For this reason, the nozzle inclination α should be used in a targeted manner to successfully enclose eccentric reinforcement structures, see Figure 3. As shown in Figure 3a, protruding rebar with a suitable eccentricity can be enclosed with an orthogonal nozzle orientation α = 0°. For eccentricities that are too large or a rebar spacing that is too small, double-sided printing can be performed with a nozzle inclination of α > 0° (Figure 3b). Alternatively, the outer rebars can be subsequently enclosed with a cover layer (α ≈ 60° – 90°), which can be included as part of the surface finishing process, see Figure 3c.
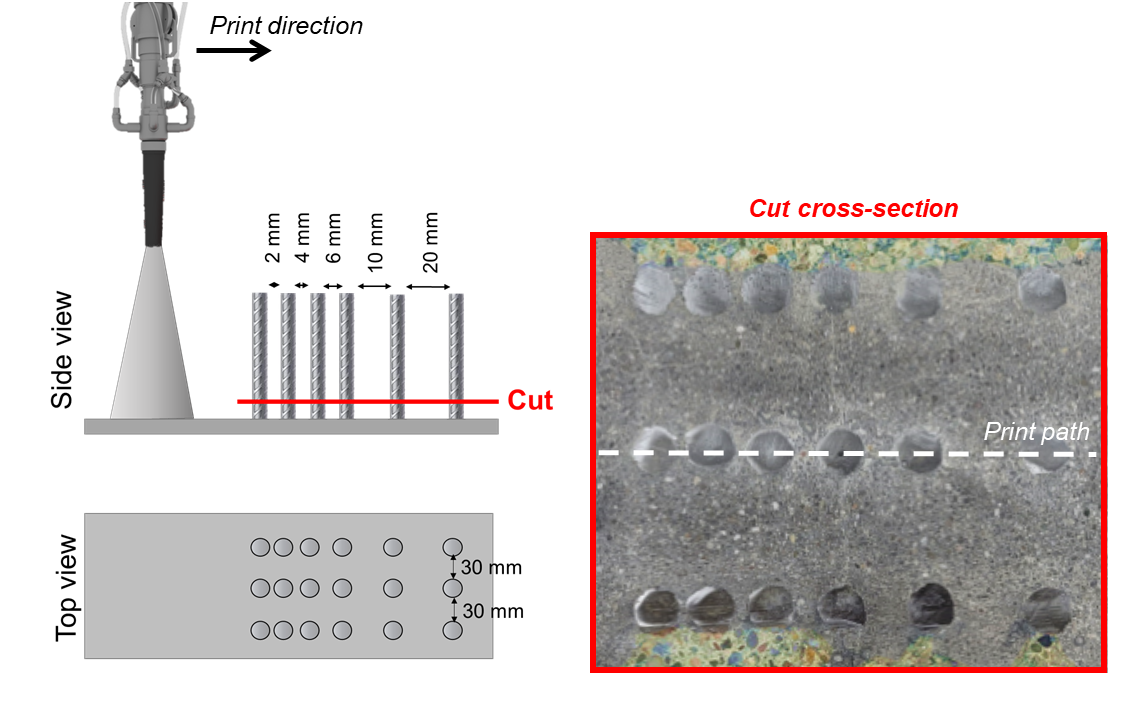
Fig 1: Left) schematic illustration of the test field, right) cut cross-section; Credit: iBMB
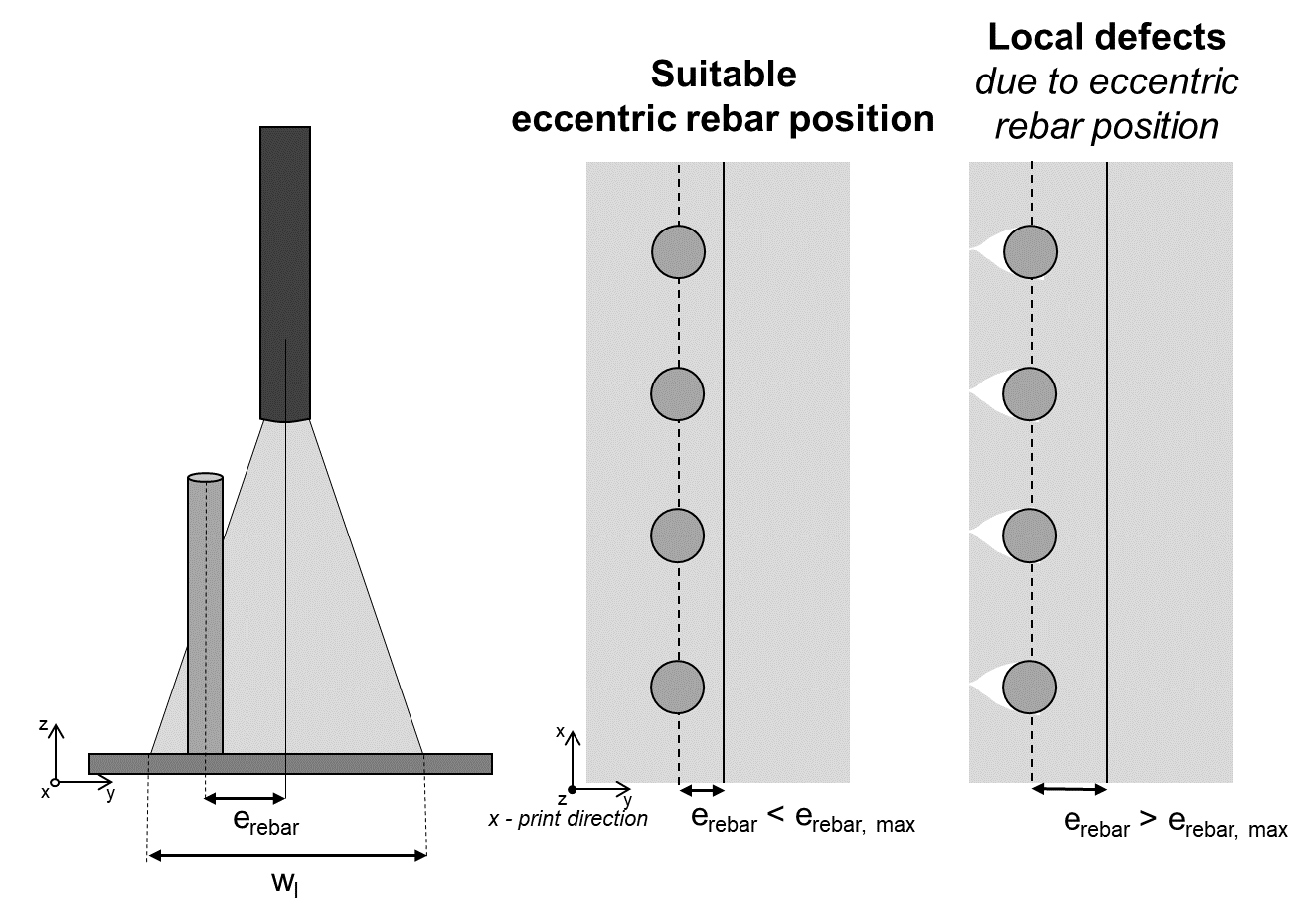
Fig 2: Effect of rebar eccentricity erebar on the formation of defects; Credit: iBMB
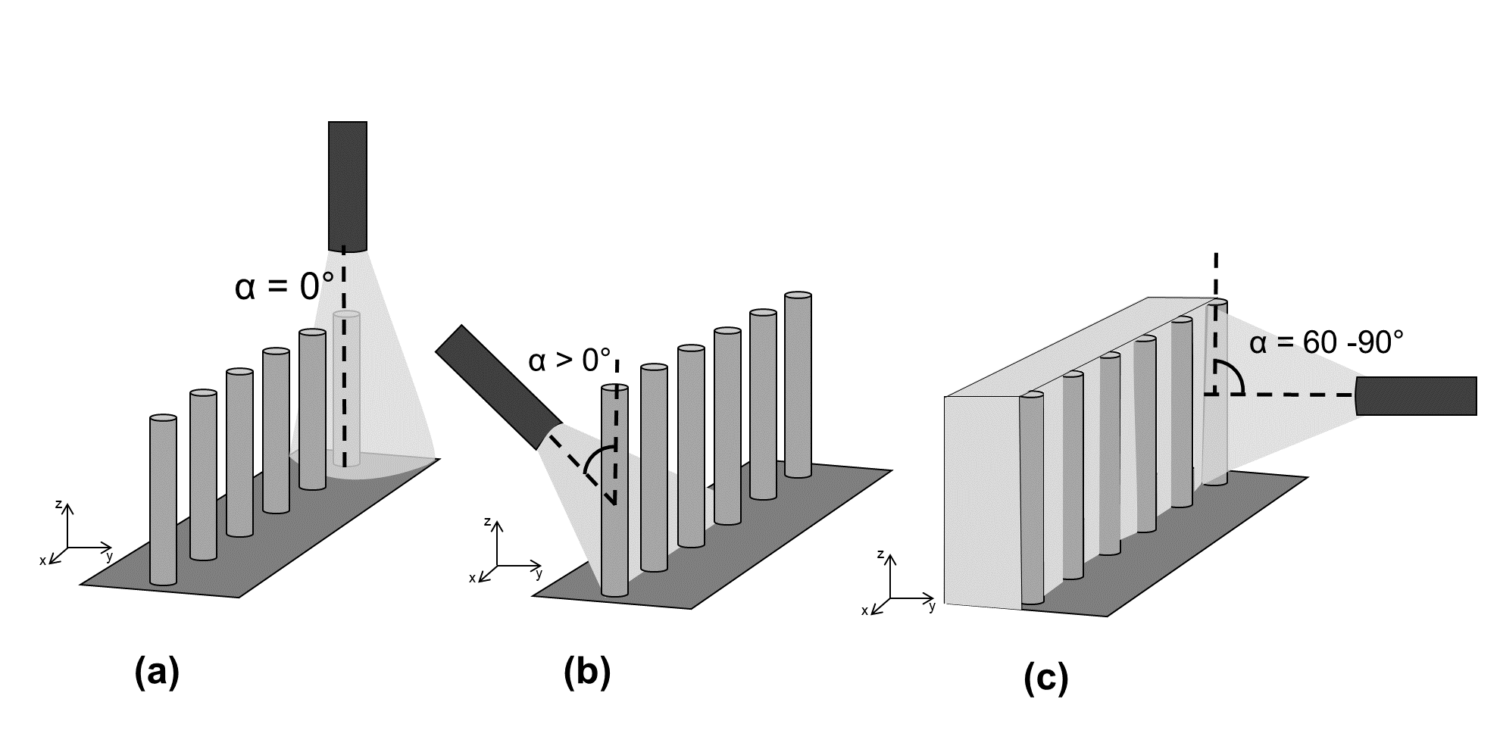
Fig 3: Path planning strategies to enclose protruding rebars; a) orthogonal path planning for suitable eccentricity, b) inclined path planning for excessive eccentricity, c) subsequent enclosure of partially embedded rebars by cover layer printing; Credit: iBMB



