Research Summary Report of A09
Injection 3D Concrete Printing (I3DCP) – Material Efficient Lightweight Reinforced Concrete Structures Based on Spatially Complex Strut-and-Tie-Models
[13.02.2026]
Jacobi, Ando; PhD candidate, a.jacobi@tu-berlin.de
Technische Universität Berlin, Institut für Bauingenieurwesen
Injection 3D Concrete Printing (I3DCP) is a new additive manufacturing process where a fluid (material A) is robotically injected into another fluid (material B). The role of material B is to support material A such that material A maintains a stable position. In general, I3DCP can be categorized into sub- categories, whereby the following two subcategories are addressed within this project: Concrete in Suspension (CiS) where concrete is injected into a non-hardening carrier liquid and Concrete in Concrete (CiC) where a concrete is injected into another concrete with different properties. The main goals for these technique within this project are: i) establish a method for structural design, ii) integrate reinforcement, iii) predict and model print stability and iv) enable geometrically precise multi-strand printing. Within this research summary report the focus is on print deformations and reinforcement integration.
Summary
In order to enable a successful print in Concrete in Suspension, the used materials need to be well known and retain their desired properties over the period of production and subsequent hardening of the injected concrete. Therefore, currently the mixture design and rheological characterisation of i) the injected material as well as ii) the non-hardening carrier liquid are focused. Additionally, iii) the usage of reinforcement is being explored as this is critical for using I3DCP to fabricate a wider range of structures.
While a high thixotropic build-up of the injected material allows the injected strands to better maintain their shape, it prevents sufficient mechanical bonding of nodes when paths are crossing. These affects must be balanced together with the other rheological properties of the injected material to achieve the desired geometric and mechanical results.
The non-hardening carrier liquid is required to sediment not at all or very slowly and be stable enough to keep the injected material in suspension. The yield stress τ0 and the plastic viscosity µ of the carrier liquid are the primary parameters relevant for achieving these properties. Moreover, the yield stress and plastic viscosity are not supposed to be too high in order to prevent deformations due to the further movement of the nozzle. These deformations are shown in Fig 1 where the initially printed strands differ significantly from the print path.
Rheological properties are the key in order to understand material-process interactions, which are in turn the basis for enabling and controlling a successful print.
The usage of pre placed reinforcement bars faces unique challenges in I3DCP as the carrier liquid which initially surrounds the reinforcement must be fully displaced from the surface of the reinforcement by the injected material to ensure a covering of the reinforcement. Here again the rheology plays a critical role together with process parameters like the nozzle speed and geometry.
Current state of research
The current research phase focuses on refining the rheological control of the carrier liquid and its interaction with the injected concrete. Building on earlier studies of sedimentation stability in limestone suspensions, the usage of methyl cellulose reduces sedimentation during the fabrication process significantly. The goal of reusability (enabling at least five prints within one batch of carrier liquid) has largely been achieved without substantial loss of performance. Recent work further investigates how variations in solid volume fraction influence yield stress, geometric stability, and deformation behaviour during printing. The carrier liquid must ensure suspension stability throughout the hardening period of the injected material while maintaining a yield stress and plastic viscosity within an optimal operational window. Increased solid volume fractions improve stability, but excessive yield stress and plastic viscosity can increase strand deformations.
Additionally, a first study on reinforcement integration has been conducted [1]. Pre-placed reinforcement bars were encased using I3DCP while systematically varying process parameters (Fig 2). Current analysis evaluates the encasement quality and strand shape. Using alternate nozzle geometries, and by adjusting relevant process and material parameters the encasement quality can be significantly improved. The yield stress of the carrier liquid must be balanced to support the injected material but not hinder flow around the reinforcement (Fig 3).
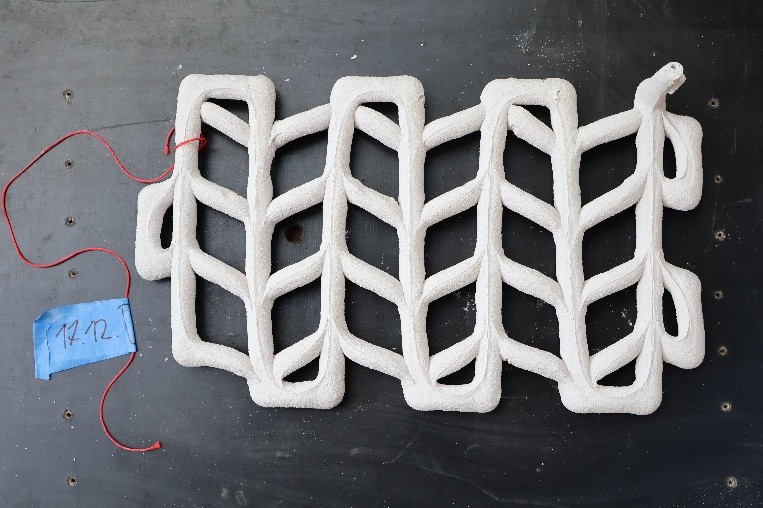
Fig 1: Grid structure fabricated using I3DCP and original print path / Credit: Döring, TU Braunschweig; Jacobi, TU Berlin (fabrication); Baseet, TU Berlin (picture)
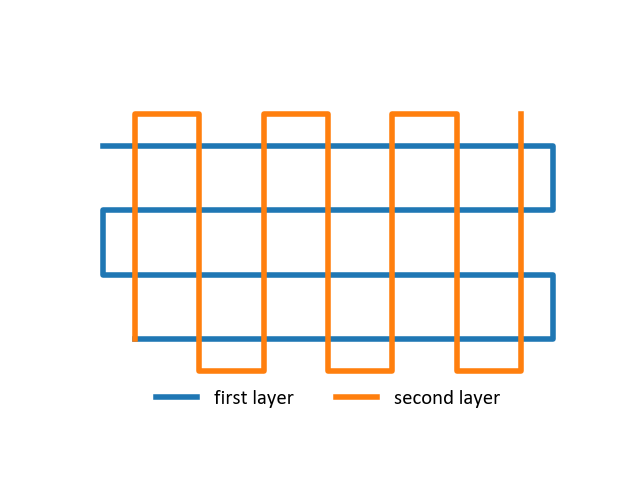
Fig 1: Grid structure fabricated using I3DCP and original print path / Credit: Döring, TU Braunschweig; Jacobi, TU Berlin (fabrication); Baseet, TU Berlin (picture)
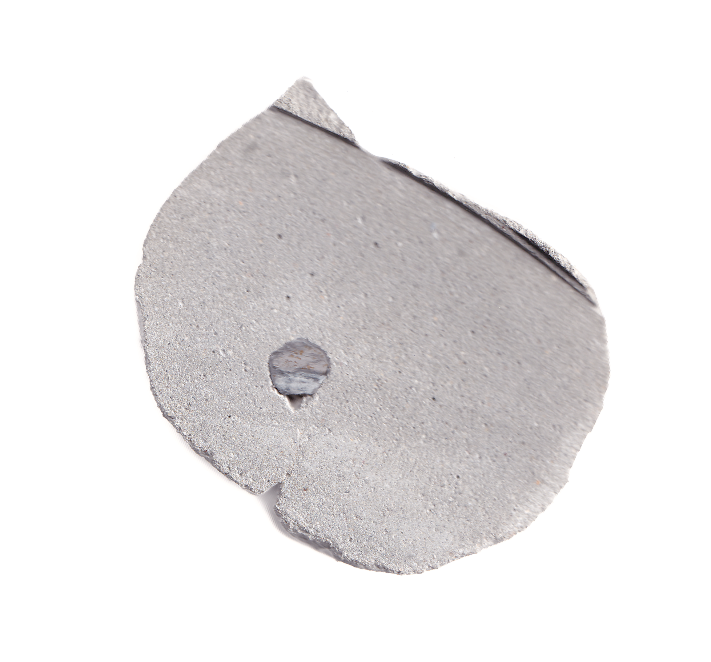
Fig 2: cross section of 8 mm rebar encased in concrete using I3DCP / Credit: Zöllner, TU Braunschweig; Jacobi, TU Berlin
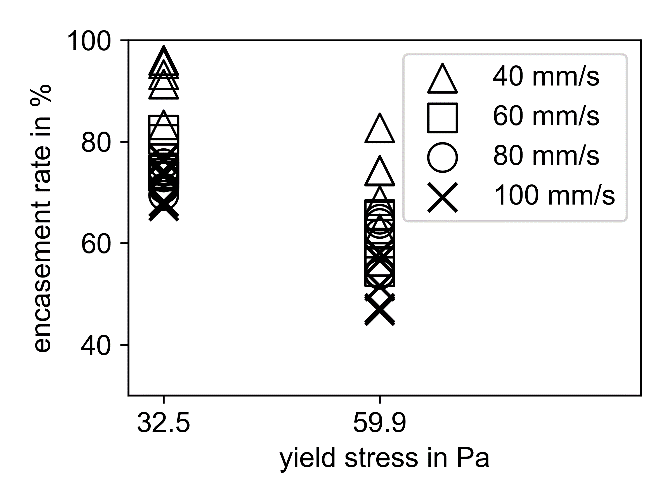
Fig 3: The encasement rate plotted over the yield stress for different nozzle traverse speeds / Credit: Jacobi, TU Berlin



