Research summary report of A02
Particle-Bed 3D Printing by Selective Cement Paste Intrusion (SPI) – Particle Surface Functionalisation, Particle Synthesis and Integration of WAAM Reinforcement
[27.02.2026]
Freidhofer, Markus; Doctoral researcher; Markus.Freidhofer@iwb.tum.de
Riegger, Felix; Head of the research group;Felix.Riegger@iwb.tum.de
Technical University of Munich, Institute for Machine Tools and Industrial Management
To enable selective paste intrusion (SPI) for practical applications, the inclusion of reinforcement is mandatory. The focus of the first funding period was set on implementing reinforcements in SPI parts by using wire arc additive manufacturing (WAAM). During the first funding period, two main challenges were identified: the need for increased ecological sustainability for the combined process of SPI+WAAM and the need for accelerated process velocities to improve the economic efficiency. Therefore, the main goals of the project A02 for the second funding period are the ecological material optimisation of SPI and the reduction of the required number of (time-consuming) welding operations within the WAAM process.
Summary:
Within A02, the working group (WG) Zaeh is researching the use of semi-finished products to replace reinforcement sections with low geometrical complexity (e.g., straight rebar sections). The complex geometrical sections (e.g., the nodes) are manufactured with WAAM. Stud welding, which is characterised by coaxial welding, is used to join the semi-finished products to the WAAM sections. The use of semi-finished products and the resulting reduction of welding operations increases the building rate and sustainability and leads to less heat generation, reducing the risk of detrimental effects on the concrete. Suitable process parameters and strategies are identified, supported by a numerical thermal model and feature-based computer-aided manufacturing.
Current state of research
The setup for the stud welding process, which consists of a six-axis collaborative robot and a stud welding gun as the tool of the robot, was further developed. It was determined that the rigidity of the system is insufficient to produce a repeatable quality of the stud welds. Therefore, a gripper system has been developed, manufactured, and implemented to stiffen the robot by connecting it to the structure onto which the stud is welded. Furthermore, a pneumatic cylinder was integrated to apply the preload for the stud welding process. This also increased the rigidity of the setup. Beforehand, the robot had to apply the preload, which caused positioning inaccuracies. The new stud welding setup is depicted in Figure 1.
A new shielding gas nozzle, which was optimized with regard to the shielding gas coverage of the melt pool, was developed. For this purpose, computational fluid dynamics simulations were carried out to simulate the influence of different geometries on the shielding gas flow. The optimized nozzle design was then manufactured in collaboration with the project A06 utilizing powder bed fusion of metals using a laser beam. It was then integrated into the gripper system of the stud welding setup. With the new nozzle, the shielding gas coverage of the melt pool could be improved.
With the new setup, a parameter study will be conducted to assess the influence of the stud welding parameters on the mechanical properties of the welds. The combination of the WAAM and the SPI process will be carried out on a dedicated machine, which consists of a SPI printer and a welding robot mounted on a three-axis portal. With this setup, large-scale reinforced SPI parts can be produced. The commissioning of the setup is in the final stage, and the first test welds and SPI prints have already been performed. A digital model of the machine is depicted in Figure 3.
A digital and automated workflow for the generation of parts is now implemented. The focus lies on the automated generation of robot code for a collisionfree
manufacturing of the WAAM reinforcement. The software Rhinoceros 3D and the plug-in Grasshopper are used for the parametrized generation of parts and the translation of the weld trajectories to robot code.
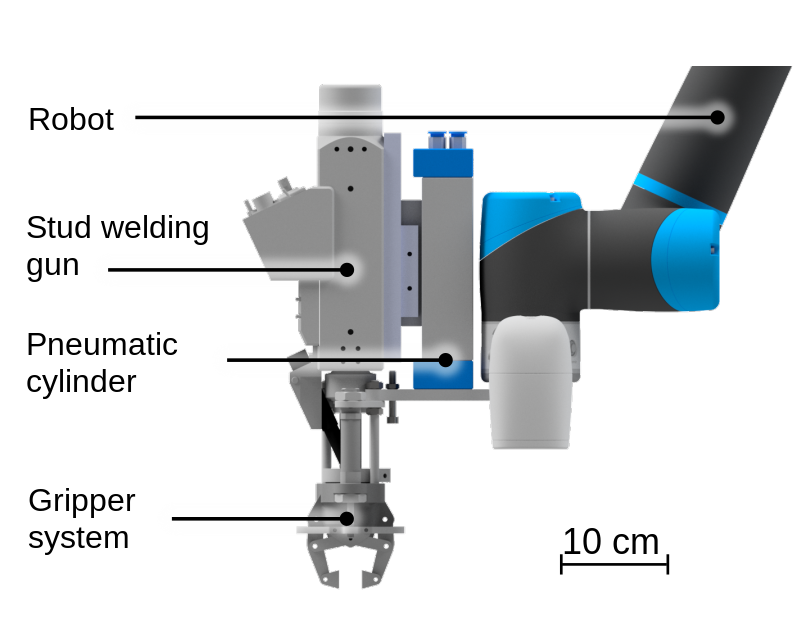
Figure 1: Modified stud welding system including a gripper system and a pneumatic cylinder / Credit: WG Zaeh
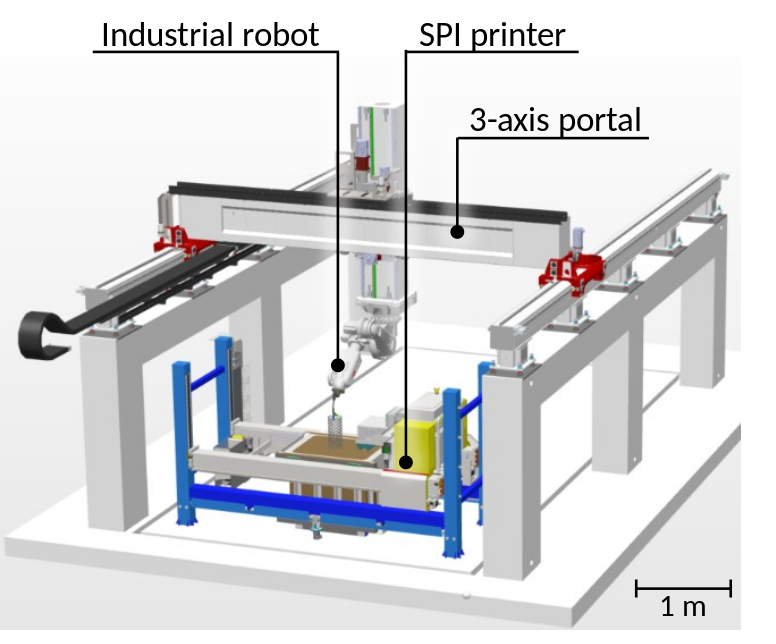
Figure 3: Digital model of the combined WAAM SPI
machine used for the hybrid manufacturing of reinforced
SPI parts / Credit: WG Zaeh



