Research Summary Report A07
Wire and Arc Additive Manufacturing (WAAM) of Complex Individualized Steel Components
[04.02.2022 ]
Müller, Johanna; doctoral researcher, johanna.mueller@tu-braunschweig.de,
TU Braunschweig, Institute of Joining and Welding
The aim of TP A07 is the design, the manufacturing and the testing of complex individualized steel components by means of WAAM. That contains the fundamental investigation of design and the design process for WAAM components. For the manufacturing of steel components by WAAM, stable and reliable processes for basic geometries are qualified and based on that, case study demonstrators for the identification of manufacturing restrains are fabricated. Furthermore a novel approach for material and component testing is developed to identify local material and component properties.
Summary
The aim of WG Hensel within the TP A07 is to produce on the one hand force-flow optimized steel nodes and on the other hand anchorage structures for concrete. While the steel node mainly consists of thin shells and voluminous parts, the anchorage structures resemble winded reinforcement bars, where the fabrication strategy follows the dot-by-dot printing method.
For the manufacturing of complex individual steel nodes, the geometry is broken down into the above mentioned basic geometries (bars, shells, volumes). For each basic geometry process qualifications were conducted to identify the effect of welding parameters on the resulting layer height, width and mechanical properties. Within the last reporting period, the process qualification of voluminous parts was completed by comparing three different infill pattern: hachure, meander and spiral.
By combing the basic geometries complex structures can be realized. However, when designing force flow optimized structured, geometric features occur which need to be manufactured. Hence, case study demonstrators were developed to investigate proper manufacturing strategies for those features and to identify manufacturing restrictions which need to be considered in the design process.
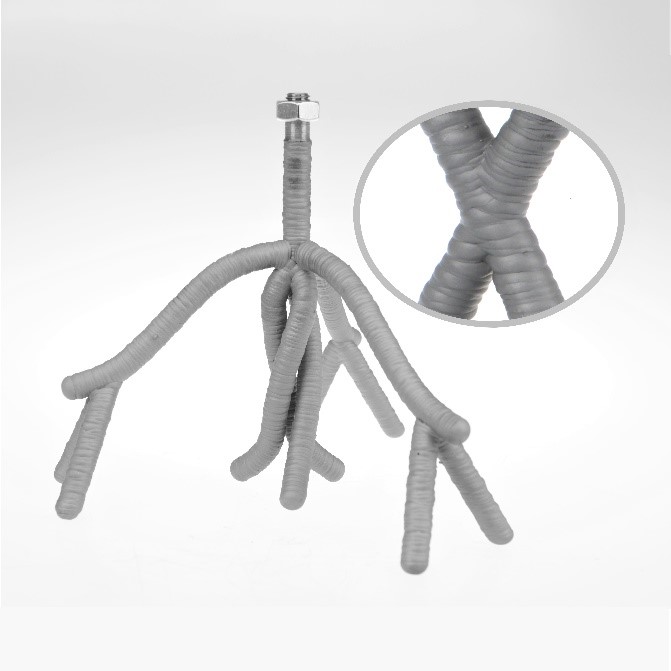
For the basic geometry bar, a case study demonstrator was developed and produced which represents the inclination and intersection of three or more bars, see Figure 1.
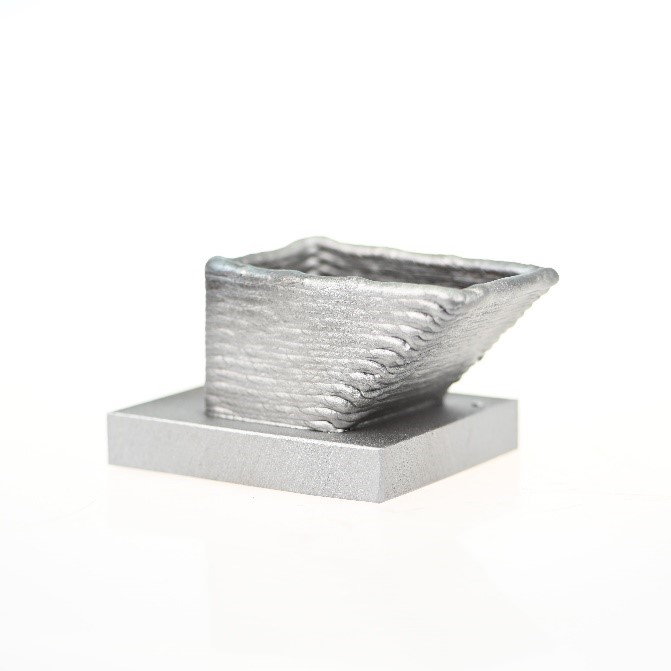
For thin-walled structures, different case study demonstrators, like overhangs and closed structures with one-sided overhangs were produced. One is depicted in Figure 2. For those closed structures the side with overhang needs to be produced with more layers than the rest of the part, as the building direction is inclined and follows the hypotenuse.
Current state of research
For the comparative study for voluminous parts different infill pattern were investigated: hachure, meander and spiral, compare Figure 3. They were evaluated regarding superelevations, inner defects, hardness and microstructure and residual stresses. Small superelevations are desired since they accumulate with increasing height of the structure, influence the process stability and the predictability of the layer height. Hachure showed the best properties and is furthermore the most suitable pattern with regard to geometrical flexibility.
By the fabrication of case study demonstrators, occurring geometric features of a force flow optimized steel node are represented in smaller parts. For bars this is for example the inclination or intersection of three or more bars, compare Figure 1. Here the key factor is the proper estimation of the resulting layer height and a precise process control.
Another case study demonstrator produced is a closed thin-walled structure with an overhang on one side. The special feature is the diverging number of layers between the 0° inclined part of the structure and the 45° inclined part. While the 0° contains only 23 layers, the 45° part consists of 32 layers to have in the end the same height.