Research Summary Report C05
Jointing Principles for Combination of Concrete Elements Produced by Different Additive Manufacturing Processes
[28.01.2022]
Empelmann, Martin; Project Leader, m.empelmann@ibmb.tu-bs.de
Lanwer, Jan-Paul; Doctoral Researcher, j.lanwer@ibmb.tu-bs.de TU Braunschweig, Institute of Building Materials, Concrete Construction and Fire Safety (iBMB), Division of Concrete Construction
The main goal of the C05 project is to investigate the correlation between the execution and manufacturing of joints on the load-bearing behaviour of dry joints in AM concrete elements. Fundamental knowledge will be gained for the design of resource-efficient AM components and their application in construction.
Summary
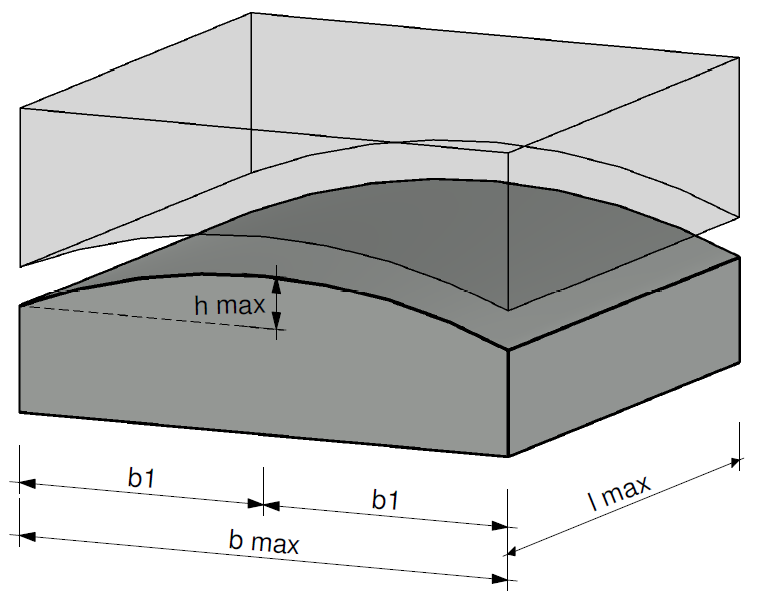
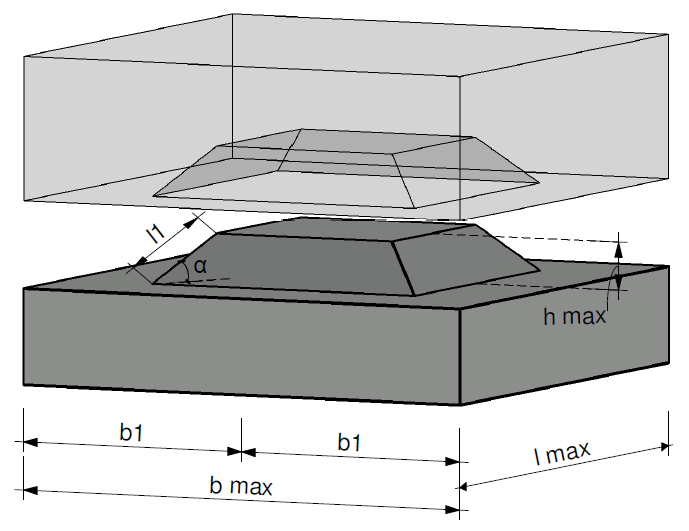
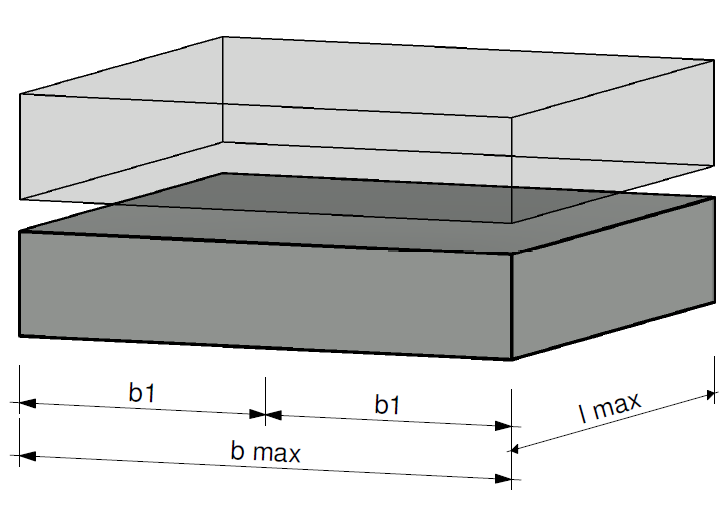
The first summary report of C05 contained an evaluation strategy to gather, design and select appropriate joint profiles for the connection between elements produced by different additive manufacturing processes. Fig. 1 shows the selected joint profiles for the further investigations.
The joint profiles are manufactured by all available AM processes, i.e. shotcrete, extrusion and particle-bed. Since only particle-bed is able to print the joint profile directly with the specimen, shotcreted and extruded blanks require subtractive post-processing. Two subtractive post-processing techniques (CNC-milling, sawing) are available and should be compared with each other concerning the manufacturing accuracy. Furthermore, the subtractive post-processing is done after three resp. seven days of concrete hardening to find out whether it is possible to accelerate the manufacturing process of AMC components. The first results of the evaluation of the joint quality show, that there are no significant influences of the joint accuracy regardless of whether the subtractive post-processed is done after three or seven days. Once the manufacturing accuracy has been evaluated, the concrete elements are tested under compression loading. On one face of the joint, the strain in horizontal and perpendicular direction is measured with strain gauges. On the other side of the joint a high speed camera records the failure of the specimen. The records of the high speed camera should give hints of the failure mode and the crack propagation near the joint. All tested specimens showed so far that the major failure mode is splitting tensile failure. Furthermore the strain gauges show that there is an influence of the layer-orientation.
Current state of research
Since the last research report, the selected joint profiles has been manufactured, scanned and tested. The manufacturing was done by shotcrete, extrusion and particle-bed. After the manufacturing, the joint geometries were milled and sawed into the specimens. Afterwards the joint profiles were scanned by an optical laser. The laser scanning was done to evaluate the joint quality. Figure 2 shows how the specimens have been manufactured by subtractive post-processing. The evaluation shows again that there is no major influence of the joint quality if the subtractive post-processing is done after three or seven days. So it can be concluded that the concrete strength is sufficient for a subtractive post processing after three days.