Research Summary Report A08
Structural Timber by Individual Layer Fabrication (ILF)
[18.02.2022 ]
Buschmann, Birger; Doctoral researcher, birger.buschmann@tum.de,
Technical University of Munich, Chair of Timber Structures and Building Construction
The main goal of the project ‘A08 -Structural Timber by Individual Layer Fabrication (ILF)’ is to develop a process to additively manufacture large-scale, wood composite objects with a maximum content of wood material and strength values suited for applications in construction. In the course of the project multiple process variants and material combinations are explored. For this, the necessary machinery is developed in iterative steps and the mechanical properties of the resulting objects as well as the geometric capacity of the processes are investigated. Finally, multiple demonstrators are fabricated for showcase purposes.
Summary
Within A08 the working group Henke is researching the ILF method as a whole and developing a working process chain together with the necessary machinery.
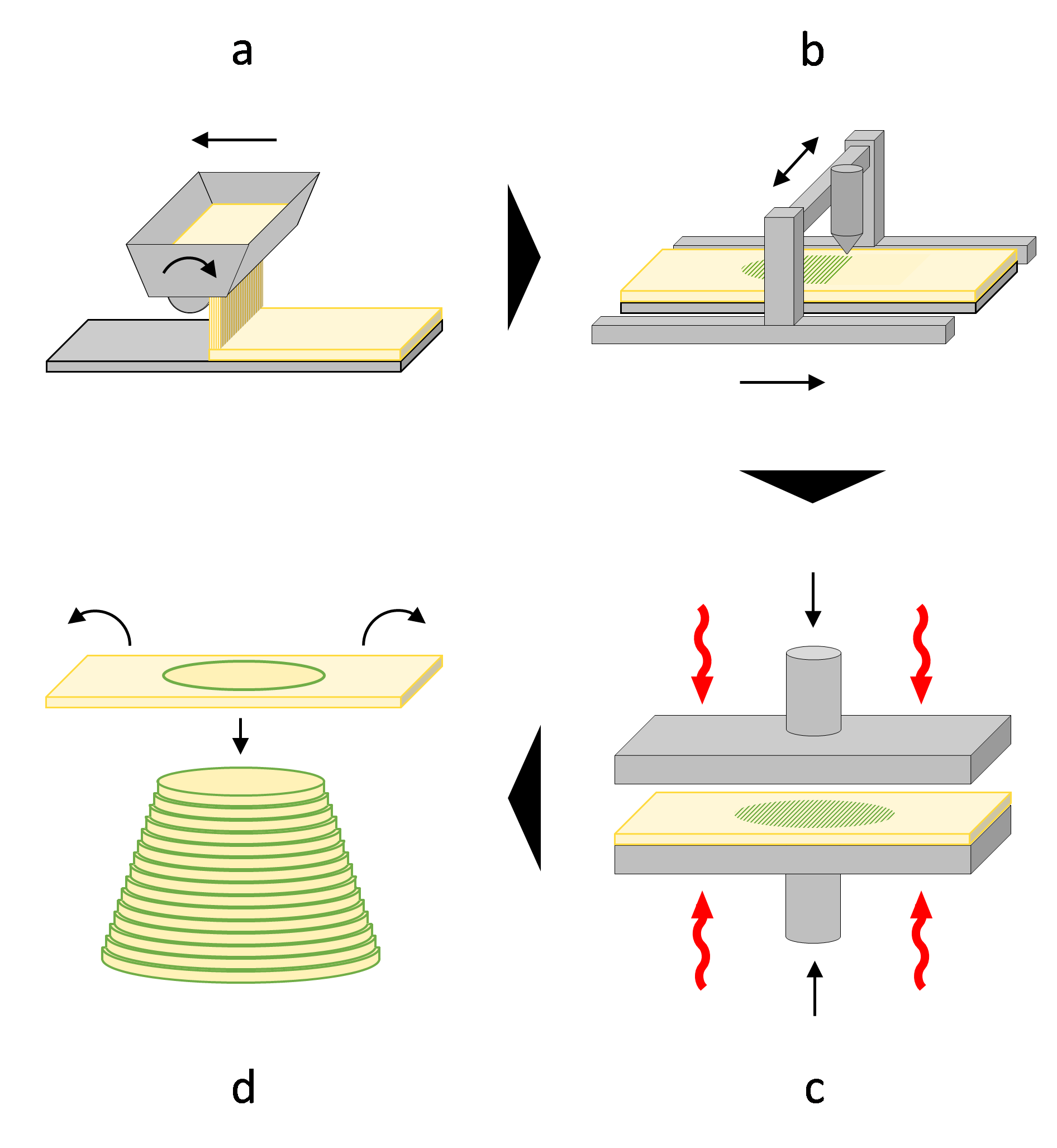
The general scheme of the ILF process is displayed in Figure 2 and can be divided into four main steps. A thin layer of wood particles is scattered (a) and bound by selectively dispensing adhesive according to the target geometry of the object (b). After dispensing the adhesive, the wood particle layer is pressed (c). In doing so, the amount of required adhesive is drastically reduced while at the same time the mechanical properties of the wood composite are increased. Finally, the unbound material is removed and the contoured layer of bound material is laminated onto the stack of previously produced layers (d).
For each of these process steps the respective machinery is either developed or acquired and modified if necessary. Sometimes machines from different fields of technology can be adapted to suit the needs of the ILF process. For example, a valve, developed originally for the electronics industry, can be used to very precisely dispense the adhesive in a desired pattern.
With the Manufacturing of various demonstrators (see e.g. Fig 1) knowledge is gained about the intricacies of the ILF process and its practical application. A suitable process parameter framework, geometric limitations and possible improvements are identified.
Current state of research
A first set of design rules, describing which geometries are feasible with the ILF process, was formulated. However, the process is currently still under development. Thus, adaptions will have to be made in the future.
Concerning the last process step (Fig. 2, d), multiple ideas were collected and a manual workflow was created. In the next months a final concept for automating this step will have to be decided upon and the required machinery developed.
Process steps one to three (Fig. 2., a to c) were investigated in depth. The respective machinery was built and multiple materials were tested with promising results. Currently, the next generation of devices for these process steps is being built as part of an integrated process chain. When completed, this new layer printer will enable the fully automatic production of individually contoured layers.