Research Summary Report of C05
Jointing Principles for Combination of Concrete Elements Produced by Different Additive Manufacturing Processes
[24.03.2023]
Prof. Dr. Martin Empelmann (iBMB)
Abtin Baghdadi, a.baghdadi@tu-braunschweig.de
Jan-Paul Lanwer, Hendrik Weigel (iBMB)
The Technical University of Braunschweig,
Institute of Structural Design (ITE)
Institute of Building Materials, Concrete Construction and Fire Safety (iBMB)
This collaborative project between ITE and iBMB (Concrete-Construction Division) focuses on investigating the combination of different additively manufactured elements using subtractive robotic processes. The primary objective of this project is to examine the jointing principle to determine the execution process and the load-bearing capacity of concrete joints, utilizing several concrete printing techniques for prefabricated structures. Specifically, the research in C05 explores the potential application of post-processing grinding techniques, such as milling and cutting, to develop innovative connections and manufacture selected dry joints. These joints can typically be produced using robotic printing and CNC techniques. The investigation involves numerical analyses, experimental tests and geometrical evaluations of the milled connections through scanning to determine their load capacity and measure the accuracy of the milled connections. Furthermore, the research aims to investigate the influence of geometrical accuracy on the joint’s compressive and shear capacity in preparations for manufacturing segmental printed milled post-tensioned structures.
Summary
The Outline of Finalized Studies:
- Design and collection of equipment for CNC operations
- Generation of a specification catalogue for dry joints and their design method
- Fabrication of dry joint samples after pre-modelling with FEM (Finite element method)
- Milling/Sawing a wide range of joint geometry for concrete specimens produced through various printing techniques.
- Experimental and numerical study of dry joints under compressive and shear loads
- Experimental investigation of new reinforced concrete dry joints for beam-beam and beam-column connections (under bending and shear).
- Design of the demonstrator (i.e. segmental post-tensioned girder).
- Manufacturing (milling/sawing) the shotcrete-printed girder segments (5.5m).
The Outline of the Following Studies:
- Completion of the segments (e.g. drilling holes, adding post-tensioning equipment)
- Reproduction of the girder geometries using particle bead printing technique (A01)
- Experimental and numerical evaluation of the post-tensioned girders manufactured by both techniques (iBMB)
Current state of research
The initialization of the WP.1 included software selection and training, as well as the design and preparations of an adaptable clamping system to accommodate specimen dimensions (e.g. from 8cm to 2m). Simultaneously the joint catalogue was developed, including different geometric types of dry joints and a logical algorithm for categorizing the joints. The catalogue evaluates the suitability of each profile regarding manufacturability, detachability, and duration of manufacturing. Furthermore, in the first WP, preliminary FEM analysis was conducted to estimate the load-bearing behaviour of the joints under compression and shear and to select desirable geometries to evaluate the robotic CNC process.
In WP.1, a novel logical coding method was developed for parametrically assessing joints using Fuzzy logic. This method enables the conversion of limited discrete data obtained from experimental or numerical analyses into continuous data, which cannot be achieved using other techniques due to the complexity and variation of parameters type. For the created joint database using FEM software (COMSOL-Multiphysics), multiple evaluations were performed by assigning and modifying the geometric parameters of the joints.
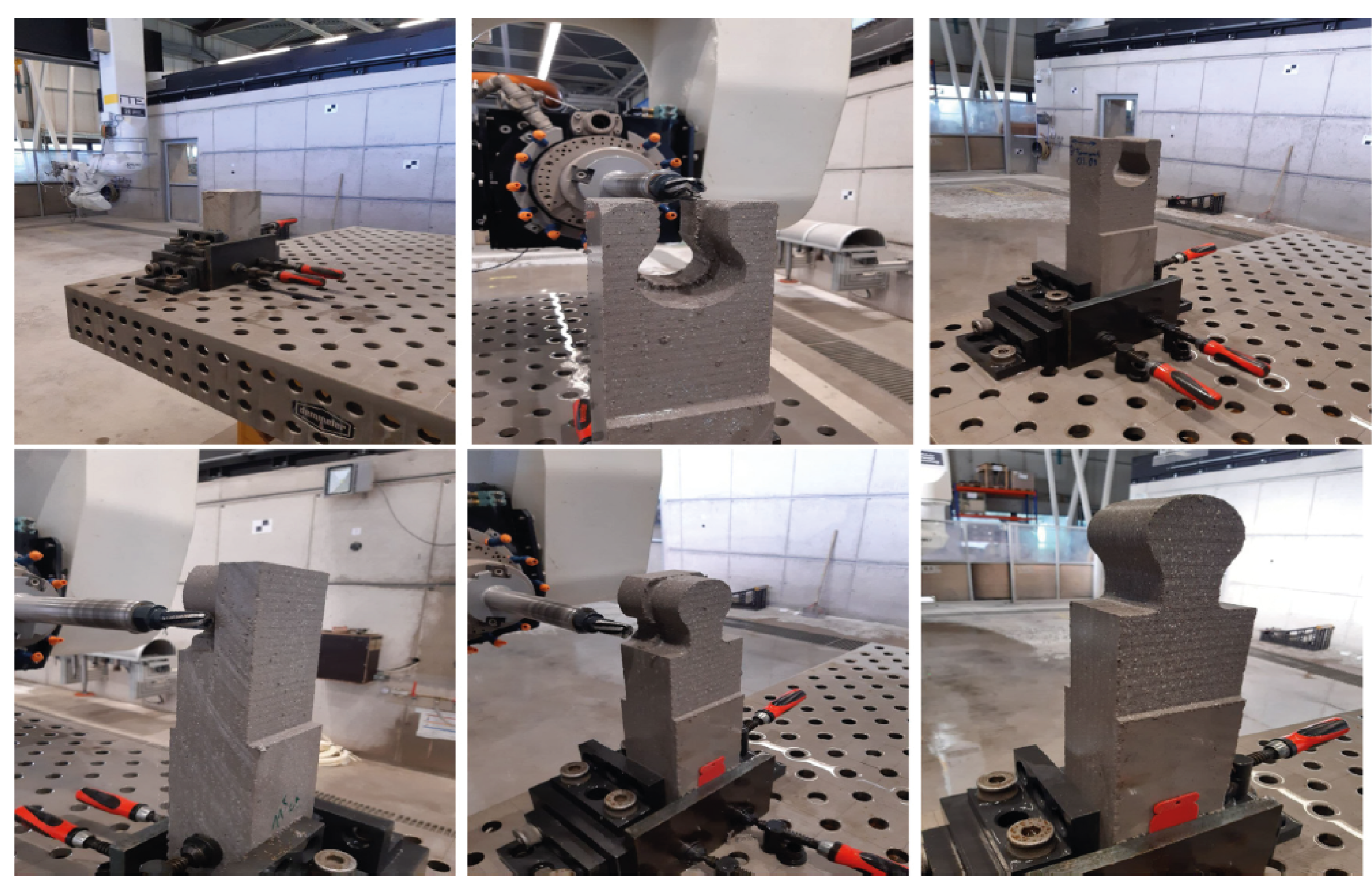
During WP.2 and WP.3, selected joints from the catalogue were manufactured using particle bed, extrusion, and shotcrete techniques and then subtracted at the Digital Building Fabrication Laboratory (DBFL). These milled connections were used for compressive and shear tests. Milling and sawing techniques were compared, and four types of geometries were subtracted to prepare a wide range of couples pairs for the tests. As a quantified overview, it can be mentioned that, as a part of WP.2, more than 115 compression tests were managed. The accuracy of all subtractively manufactured joints was measured using MATLAB codes and scanning data. The interrelated parameters, such as CNC duration, were monitored to extend the joint catalogue. The scanning analysis showed that milled profiles are more accurate than sawed ones.
Besides the mechanical performance of joints under uniaxial load, the failure modes of the specimens were recorded with a high-speed camera. The ultimate loads (mean value of 3 test specimens) were compared for all used additive manufacturing (AM) processes and joint types. The layer orientation of AM concrete was found to have a significant impact on the capacities. The experimental tests on extruded concrete specimens showed that the mean compressive strength when the layers are parallel to the direction of loading is 18% lower than when force and layers are perpendicular. In these tests, the numerical simulations agree with the experimental results regarding the failure modes and axial strains. The compression tests conducted on the dry joints show that their load-bearing capacity is lower than their theoretical and monolithic samples. Surprisingly, the smooth joint exhibited less capacity than some profiled joints, possibly due to pending roughness evaluations.
Studies in WP.3 found that the shear strength of the robotic, dry joints was low compared to the compressive strength. This can be attributed to the lack of mechanical interlocking between the joint surfaces. The study also found that the extruded joints showed a higher shear capacity than the particle bed and shotcrete joints, which can be attributed to the better compaction of the material during the extrusion process.
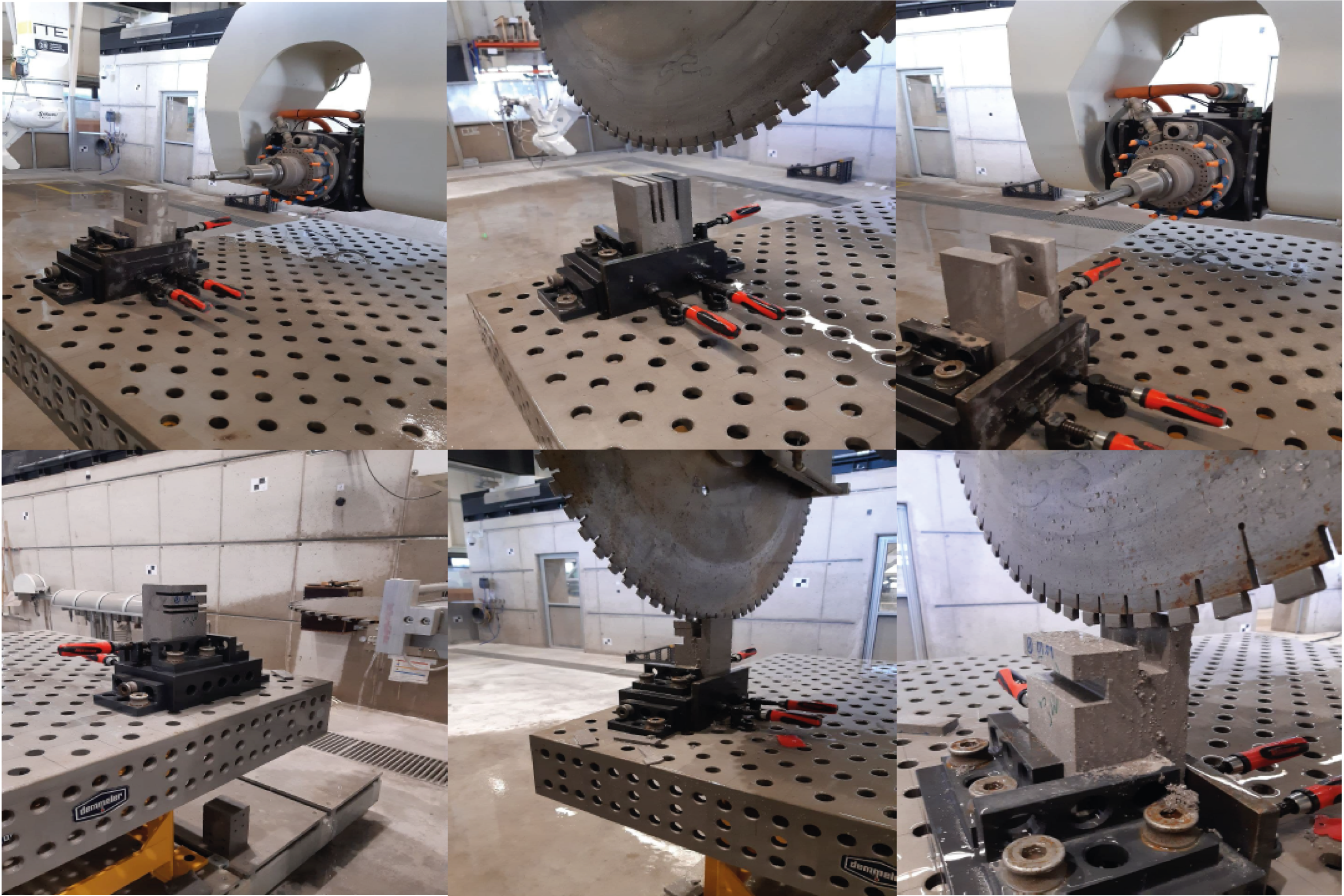
Figure 2 Exemplary: milling process for evaluating the production accuracy