Project A 02
![]()



Networking with other projects
![]()
Poster
TRR277_A02_Poster_1-DFG-Begutachtung
TRR277_A02_Poster_2-DFG-Begutachtung
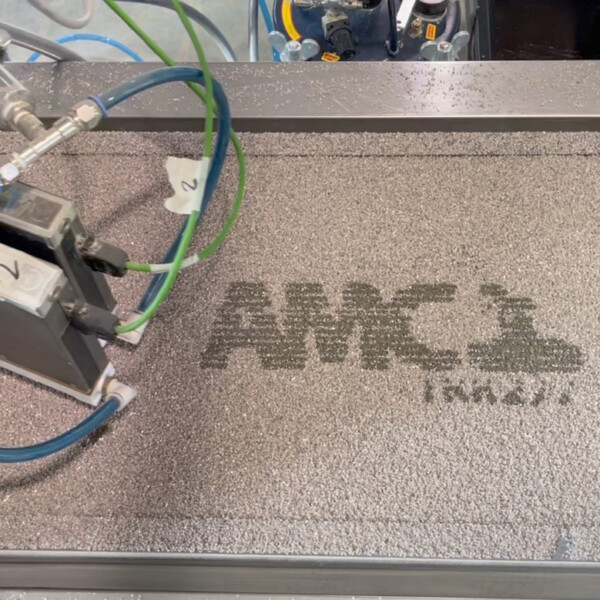
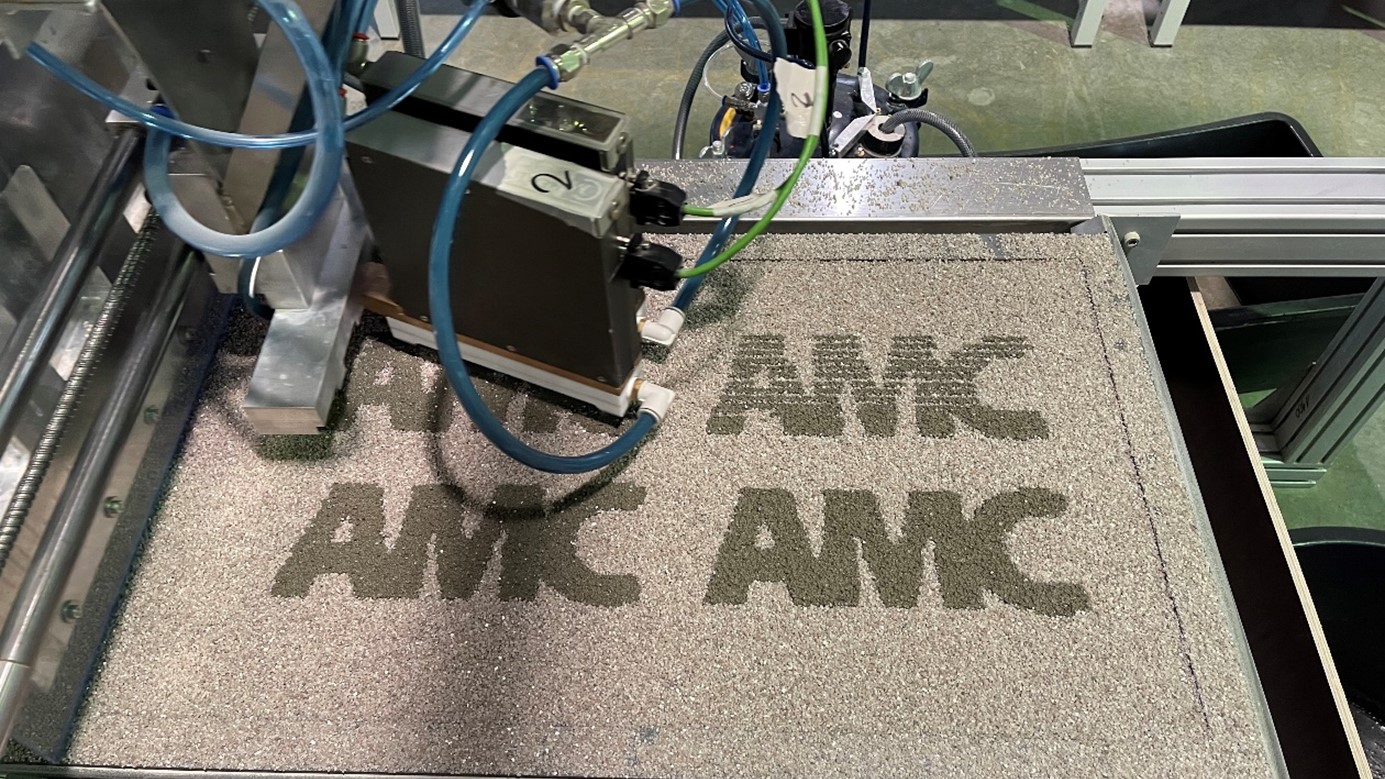
Particle-Bed 3D Printing by Selective Cement Paste Intrusion (SPI) – Particle Surface Functionalisation, Particle Synthesis and Integration of WAAM Reinforcement
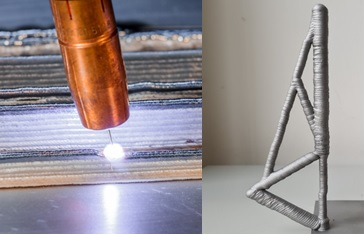
Selective paste intrusion (SPI) is a particle-bed-based additive manufacturing technology in which aggregates are spread in thin layers and bonded by cement paste. To qualify SPI for structural concrete elements, the inclusion of reinforcement is mandatory. The innovation introduced here is that reinforcement will be implemented simultaneously in the SPI process using Wire and Arc Additive Manufacturing (WAAM). Different active and passive cooling strategies, e.g. particle surface functionalization and the synthesis of new particles, will be developed to deal with the high temperatures during WAAM.
Objective
Combination of SPI and WAAM:
- 3D printable WAAM reinforcement with properties comparable to those of conventional rebars, validated through experiments and simulation
- Development of tailored particles for cooling and storing water for the combined SPI+WAAM process
- Optimized cement paste for enhanced temperatures
Approach
At the cbm, the Selective Paste Intrusion (SPI) is being researched. One research focus is the integration of reinforcement using Wire and Arc Additive Manufacturing (WAAM) during the printing process. Due to the temperature loads of the WAAM process, the system limits, such as the maximum temperature load in the SPI process, must first be quantified. From this, process parameters and strategies to reduce the temperatures are derived and also researched. Approaches here are the functionalization of the aggregates and optimization of the cement paste formulation to withstand higher temperatures. However, an increase in the distance between the particle-bed and the printer nozzles and active cooling of the WAAM process are strategies for reducing the temperature load. The aim is to combine the two individual processes, SPI and WAAM, into one process and produce a demonstrator.
The Institute for Particle Technology is conducting a closer inspection into developing tailored particles suitable for the hybrid process. On the one hand, an optimal combination of particle size distribution and morphology of the aggregate particles as well as cement paste are to be found to support the process. On the other hand, the effect of certain additives on both components are being studied to reduce or withstand the remaining thermal load. One approach involves integrating additional water into the aggregate bulk material and cement paste whilst maintaining sufficient material properties for SPI. Further studies will involve combining the aforementioned with binding accelerators to increase process speed.
At the iwb, suitable process parameters for the production of WAAM-manufactured reinforcement structures are identified and process investigations are conducted with an experimental setup. Thereby, the cooling behaviour of the manufactured reinforcement geometries is analysed using thermographic imaging. Based on this, the cause-effect relationships in WAAM of the steel reinforcement are quantified by regression analyses. Numerical process models are created to extend the understanding of the process. These models describe the temperature distribution in the WAAM-manufactured component and consider the influences of specifically cooled areas. Thus, a suitable cooling strategy can be derived theoretically and be validated, after integration into the experimental set-up.
Networking with other projects
- A01: Permanent exchange of the project status within the workgroup
- A03: Permanent exchange of the project status within the workgroup
- A04: Joint series of experiments for the investigation of temperature influences
- A05: Integration of reinforcement in the SPI process
- A07: Exchange of process and material parameters of the WAAM reinforcement
- A08: Exchange about nozzle technology and printer automation (pin roller)
- C01: Sending of material properties for model calibration
- C02: Sending of material properties for model calibration
- C04: Exchange of process parameters for BIM
- C06: Sending of an SPI printed test object for 3D-laser scanning test measurements
Project leaders

Gehlen, Christoph Prof. Dr.-Ing.
Dean of TUM School of Engineering and Design, Head of cbm and leads project A02 and A03. He instructs and advises the academic staff regarding additive manufacturing and concrete technological questions. He is responsible for the coordination and quality control of all work of cbm. Untill Oct. 2021 he was the co-spokesperson of the TRR 277. He then became Dean of TUM School of Engineering and Design and handed over the tasks of Co-Speaker to Kathrin Dörfler.
Project(s)
Particle-Bed 3D Printing by Selective Cement Paste Intrusion (SPI) – Particle Surface Functionalisation, Particle Synthesis and Integration of WAAM Reinforcement
Extrusion of Near-Nozzle Mixed Concrete –Individually Graded in Density and in Rate of 3D Fibre Reinforcement

Kwade, Arno Prof. Dr.-Ing.
Head of the institute for particle technology. Head of iPAT and supports the academic staff regarding the conditioning of particle products.
Project(s)
Particle-Bed 3D Printing by Selective Cement Activation (SCA) – Sustainability, process enhancement and material models
Particle-Bed 3D Printing by Selective Cement Paste Intrusion (SPI) – Particle Surface Functionalisation, Particle Synthesis and Integration of WAAM Reinforcement

Zäh, Michael F. Prof. Dr.-Ing.
guides the scientific staff in the execution of the LPBF experiments.He provides guidance in methods for analysing the main mechanisms of action and the correlation of the results for the whole process chain. Head of iwb and supports the academic staff regarding additive manufacturing, alignment and execution of numerical heat transport simulations, questions during validation and process development.
Project(s)
Particle-Bed 3D Printing by Selective Cement Paste Intrusion (SPI) – Particle Surface Functionalisation, Particle Synthesis and Integration of WAAM Reinforcement
Laser Powder-Bed Fusion (LPBF) of Steel Elements for Construction – Basics of Design and Mechanical Resilience.
Contributors

Freidhofer, Markus-Sebastian M. Sc.
Markus Freidhofer is a research associate in the workgroup of Prof. Dr.-Ing. Michael F. Zäh. His research focuses on the combined process of stud welding and wire arc additive manufacturing (WAAM) for the production of structural reinforcements. This includes the simulation of the combined process, as well as process control and process monitoring for quality-assured manufacturing
Project(s)
Particle-Bed 3D Printing by Selective Cement Paste Intrusion (SPI) – Particle Surface Functionalisation, Particle Synthesis and Integration of WAAM Reinforcement
Hamilton, Leigh Duncan M. Sc.
is a research associate in the work group of Prof. Dr.-Ing. Arno Kwade. He is responsible for the development of tailored particles for the combined process of SPI and WAAM.
Project(s)
Particle-Bed 3D Printing by Selective Cement Paste Intrusion (SPI) – Particle Surface Functionalisation, Particle Synthesis and Integration of WAAM Reinforcement

Kränkel, Thomas Dr.-Ing.
Head of workgroup concrete technology and assists Prof. Gehlen in leading project A02. He instructs and supports the academic staff regarding additive manufacturing and concrete technological questions.
Project(s)
Particle-Bed 3D Printing by Selective Cement Paste Intrusion (SPI) – Particle Surface Functionalisation, Particle Synthesis and Integration of WAAM Reinforcement
Extrusion of Near-Nozzle Mixed Concrete –Individually Graded in Density and in Rate of 3D Fibre Reinforcement

Riegger, Felix M. Sc.
is a research associate in the workgroup of Prof. Dr.-Ing. Michael F. Zäh. As an expert in WAAM, he is responsible for the simulation and temperature modelling of the process.
Project(s)
Particle-Bed 3D Printing by Selective Cement Paste Intrusion (SPI) – Particle Surface Functionalisation, Particle Synthesis and Integration of WAAM Reinforcement

Straßer, Alexander M. Sc.
is a research associate at the Workinggroup of Prof. Dr.-Ing. Christoph Gehlen. Responsible for research on selective paste intrusion and development of cement pastes.
Project(s)
Particle-Bed 3D Printing by Selective Cement Paste Intrusion (SPI) – Particle Surface Functionalisation, Particle Synthesis and Integration of WAAM Reinforcement

Zetzener, Harald Dr.-Ing.
deputy director of the institute for particle technology, head of Division Powder and Slurry Processes, supports Prof. Kwade in leading the project.
Project(s)
Particle-Bed 3D Printing by Selective Cement Activation (SCA) – Sustainability, process enhancement and material models
Particle-Bed 3D Printing by Selective Cement Paste Intrusion (SPI) – Particle Surface Functionalisation, Particle Synthesis and Integration of WAAM Reinforcement



