Research Summary Report of A06
Integrated Additive Manufacturing Processes for Reinforced Shotcrete 3D Printing (SC3DP) Elements with Precise Surface Quality
[09.09.2024]
Wenzler, David; doctoral researcher; david.wenzler@tum.de
Technical University of Munich, Institute for Machine Tools and Industrial Management
Blankenhagen, Jakob; doctoral researcher; jakob.blankenhagen@tum.de
Technical University of Munich, Chair of Metal Structures
Summary
The project A06 aims to develop a methodology for producing safe and functional structural steel elements for construction using laser powder-bed fusion (LPBF). The LPBF steel Printdur HSA® will be qualified by using and transferring methodologies from the first funding period. The prediction of fatigue behaviour based on process monitoring data and machine learning will be explored. Lattice structures will be used to tailor the stiffness of the steel elements. These complex LPBF parts will be integrated into large-scale structures, and their joining with conventional construction steel will be investigated. Data for a reliable life cycle assessment of these LPBF parts will be collected during the project.
Current state of research
Work package two of the project A06 focuses on developing a methodology to predict fatigue life using process monitoring data. A key aspect of this approach is utilising a coaxial camera to detect defect-related process anomalies during manufacturing. Our previous work demonstrated that a coaxial camera can effectively these anomalies [1]. For accurate results, a high temporal and spatial resolution is needed. The first tests with a complementary metal oxide semi-conductor (CMOS) camera mounted coaxially to the laser beam of an LPBF machine showed that a resolution of approximately 6 µm per pixel can be achieved with a frame rate of approximately 25 kHz. Figure 1 illustrates the process emissions captured by this camera. The grey values of the image, which correspond to the melt pool boundary, were calibrated using micrographs of the melt pools and fitting an ellipse to the data.
These melt pool measurements were conducted on a custom-built LPBF machine (reAM250) developed at the Institute for Machine Tools and Industrial Management (iwb), see Figure 2 [2]. This machine, designed to emphasise research openness, will be presented at the 13th CIRP Conference on Photonic Technologies (LANE 2024). The design data and the software of this machine will be available as open-source resources. For more information, please visit the project homepage and refer to the corresponding publication [2].
References
[1] Harbig, D. L. Wenzler, S. Baehr, M. K. Kick, H. Merschroth, A. Wimmer, M. Weigold, M. F. Zaeh, “Methodology to Determine Melt Pool Anomalies in Powder Bed Fusion of Metals Using a Laser Beam by Means of Process Monitoring and Sensor Data Fusion,” Materials, vol. 15, no. 3, 2022, doi: 10.3390/ma15031265
[2] L. Wenzler, D. Rauner, H. Panzer, T. Mair, L. Kutscherauer, A. Wimmer, D. Wolf, S. Baehr, M. F. Zaeh, “reAM250 — an open-source research platform for process monitoring and control in powder bed fusion of metals using a laser beam,” 13th CIRP Conference on Photonic Technologies, in Procedia CIRP, 2024
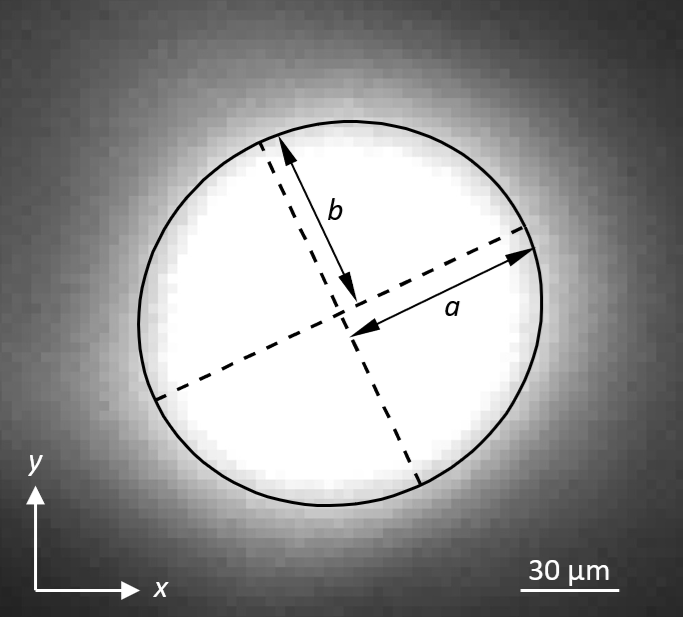
Fig 1: LPBF melt pool dimension measurement using process emissions captured by a coaxial CMOS camera, melt pool length: 2a = 125.54 µm, melt pool width: 2b = 116.4 µm
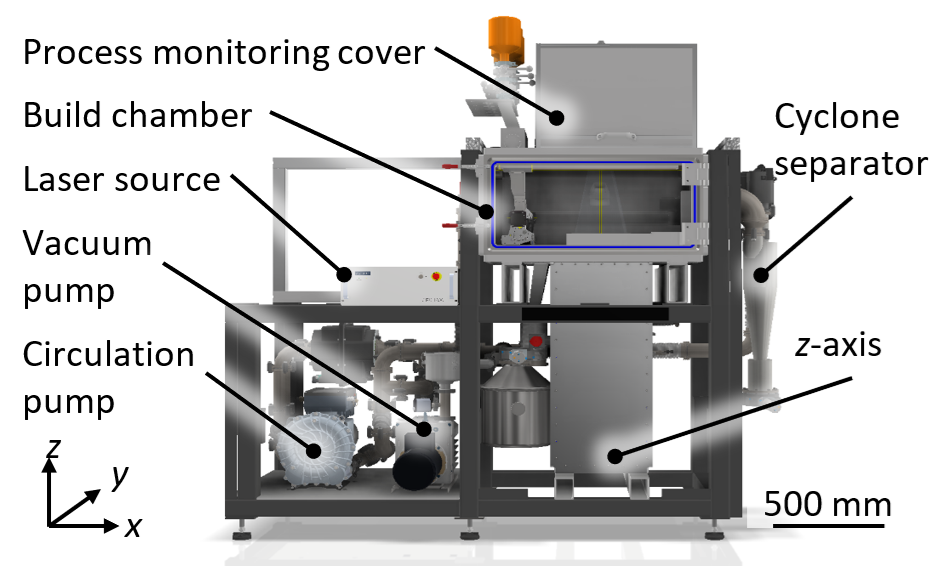
Fig 2: Open-source open-architecture research LPBF machine reAM20 developed at the iwb



