Research Summary Report of A03
Extrusion of Near-Nozzle Mixed Concrete – Individually Graded in Density and in Rate of 3D Fibre Reinforcement
[03.07.2024]
M.Sc. Dahlenburg, Maximilian; maximilian.dahleburg@tum.de
Prof. Dr.-Ing. Fottner, Johannes; j.fottner@tum.de
TUM, Chair of Materials Handling, Material Flow, Logistics
Main Goal
In the first funding period the feasibility of multiple Near-Nozzle-Mixing approaches (NNM) were studied by iteratively developing a working prototype: the Gradation-Ready-Extrusion-System (GRES). The latest process mixes paste and aggregates at the end-effector, eliminating the challenging long pumping distances of State-of-the-art Extrusion based 3D Concrete Printing systems (E3DCP). This solves the process- and material development conflict of having a highly workable material for pumping and the contrasting need for a highly buildable material after strand deposition. Furthermore, this process type enables material gradation for multi-material components (see Fig. 1) and allows for incorporating a wider range of constituents. This leverages the potential to print more sustainable and adapted components
Summary
Up to now, a total of three prototypes of GRES and multiple materials have been developed and tested, leading to quantifiable upsides compared to existing E3DCP processes: an overall less time-consuming material development and significantly higher structural build rates (compared to conventional 1 Component E3DCP systems) due to lower material workability demands. The material gradation of multiple materials (e.g., lightweight- and sand-based mortar) allows for higher material saving potentials. Dedicated load bearing areas can be printed with a material different from those requiring insulation. (see Fig.1).
In the second funding period, the material gradation will be enhanced by adding the possibility of continuously and functionally grade fiber reinforcement. Furthermore, the system is to be updated to increase the controllability of the grading process from material A to material B, reducing the Transition Area (TA). This will further enhance the capabilities and robustness of GRES. Continuous paste production is highly beneficial in fully exploiting the potential of NNM/ABAM since it eliminates the time dependency of the paste.
Further research includes integrating a novel Inline Quality Measurement (IQM) device combining and processing data from cameras and sensors to continuously monitor material quality.
Achieving the above-mentioned goals in developing a novel extrusion system necessitates close collaboration between process-, material-, and structural engineering in Additive Manufacturing in Construction.
Current state of research
The first version (V1) of GRES was developed to evaluate the processes overall potential as an alternative to existing systems being less focused on industrial use and automation (see Fig. 2). The second version (V2) of GRES is currently under development incorporating optimizations identified from studies with GRES V1.
V2 is being designed more compact with a shorter mixing section flexible in length and diameter; smaller buffering compartments, reducing the overall material mass inside the system to make it more reactive to user inputs. In V1 a single hopper with the aggregate feed rate coupled to the mixing velocity was utilized, the next prototype will consist of two automatically exchangeable hoppers for independent control of material feed rates (decoupled from the mixing velocity). Additionally, solutions for a controllable and thus functionally gradable integration of short fiber reinforcement are currently under development. The concept is to incorporate a fiber feeding and -cutting unit onto GRES, making a variation in fiber length, -type and -volume possible during printing.
During the fist funding period the paste conveyed to GRES was mixed in batches. Due to the time-dependent characteristics of cementitious materials, the increasing hydration of the paste presents a challenge, requiring continuous adjustments to the printable cementitious material in GRES to maintain consistent material properties. To address this an inline paste mixer was bought from V.E.P Baumaschinen and optimized to suit the high material accuracy demands for E3DCP processes. The mixer is independently fed with a dry paste-compound-premix by a gravimetric dosing system. Both water and water-superplasticizer-mix are also independently metered by a liquid dosing system. By adjusting the different material flows the water cement ratio is fully adjustable for maximum printing quality. Thus, the paste mixer continuously produces paste on demand eliminating the factor time for future trials with GRES, generating more flexibility and robustness of the process.
Combining these developments will significantly enhance the controllability of the process and the TA making material properties almost fully controllable.

Fig. 1: Graded wall element, printed with the Gradation-Ready-Extrusion-System (GRES), light-weight mortar with red pigments (top) and sand-based mortar (bottom) / Credit: M. Dahlenburg, C. M. Hechtl
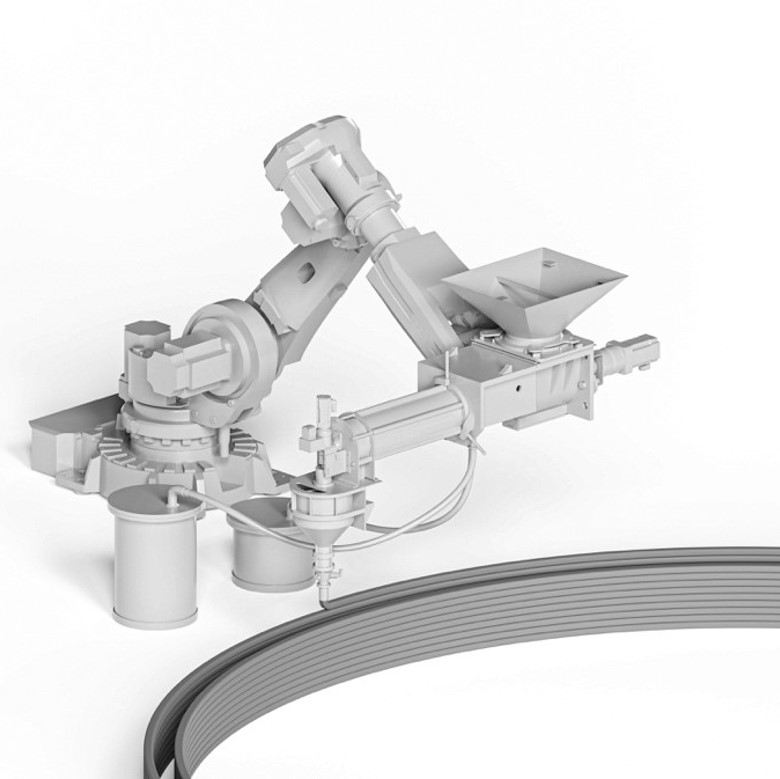
Fig. 2: Rendering of GRES V1.3 / Credit: M. Dahlenburg, C. M. Hechtl, (Rendering) P. Schneider



