Research Summary Report of A02
Particle-Bed 3D Printing by Selective Cement Paste Intrusion (SPI) – Particle Surface Functionalisation, Particle Synthesis and Integration of WAAM Reinforcement
[09.04.2025]
M. Sc. Felix Riegger Researcher, felix.riegger@iwb.tum.de
M. Sc. Siegfried Bähr Researcher, siegfried.baehr@iwb.tum.de
All: Technical University of Munich, Institute for Machine Tools and Industrial Management
To enable selective paste intrusion (SPI) for practical applications, the inclusion of reinforcement is mandatory. The focus of the first funding period was set on implementing reinforcements in SPI parts by using wire arc additive manufacturing (WAAM). During the first funding period, two main challenges were identified: the need for increased ecological sustainability for the combined process of SPI+WAAM and the need for accelerated process velocities to improve the economic efficiency. Therefore, the main goals of the project A02 for the second funding period are the ecological material optimisation of SPI and the reduction of the required number of (time-consuming) welding operations within the WAAM process.
Summary
Within A02, the working group (WG) Zaeh is researching the use of semi-finished products to replace reinforcement sections with low geometrical complexity (e.g., straight rebar sections). The complex geometrical sections (e.g., the nodes) are manufactured with WAAM. Stud welding, which is characterised by coaxial welding, is used to join the semi-finished products to the WAAM sections. The use of semi-finished products and the resulting reduction of welding operations increases the building rate and sustainability and leads to less heat generation, reducing the risk of detrimental effects on the concrete. Suitable process parameters and strategies are identified, supported by a numerical thermal model and feature-based computer-aided manufacturing.
Current state of research
The robotic test setup for the stud and wire arc additive manufacturing (SWAAM) of WG Zaeh is continuously extended and enhanced. Recently, a stud magazine (see Figure 1) was implemented to enable the automated reloading of the stud welding gun. The magazine can be mechanically actuated by the robot and introduces the possibility of using studs with different lengths in the automated process. The studs can be customised or cut to length beforehand or continuously during the process. The magazine is then working as a storage or as a buffer, respectively.
Further enhancements and adaptions of the setup and especially of the stud welding gun are in progress. For the stud welding gun, the shape of the shielding gas nozzle is optimised with a focus on reducing its size. Therefore, a computational fluid dynamics (CFD) simulation is conducted. This is advantageous as a smaller tool reduces the risk of tool collisions with the to-be-produced lattice structures.
In addition, gripper concepts are elaborated to enable the fixation of the stud welding gun relative to the weld spot. The gripper is required to coaxially clamp the stud welding gun to the rebars of the already manufactured reinforcement structure. The fixed welding position is intended to improve the reliability and repeatability of the welds. Therefore, pneumatically and mechanically actuated concepts are compared regarding their stiffness and size. The concept of a pneumatically actuated gripper is shown in Figure 2.
To gain deeper insights into the process, a thermal camera is used, as shown in Figure 3. With the thermal imaging, the whole welding process is made visible with the arc ignition (see Figure 3a), the melting of the faces of the stud and the workpiece by the acting arc (see Figure 3b), the immersion of the stud into the melt pool (see Figure 3c), and the final melt zone (see Figure 3d). With this method, irregularities of the welds can be analysed regarding their causes, and new functional parameter sets can be identified faster.
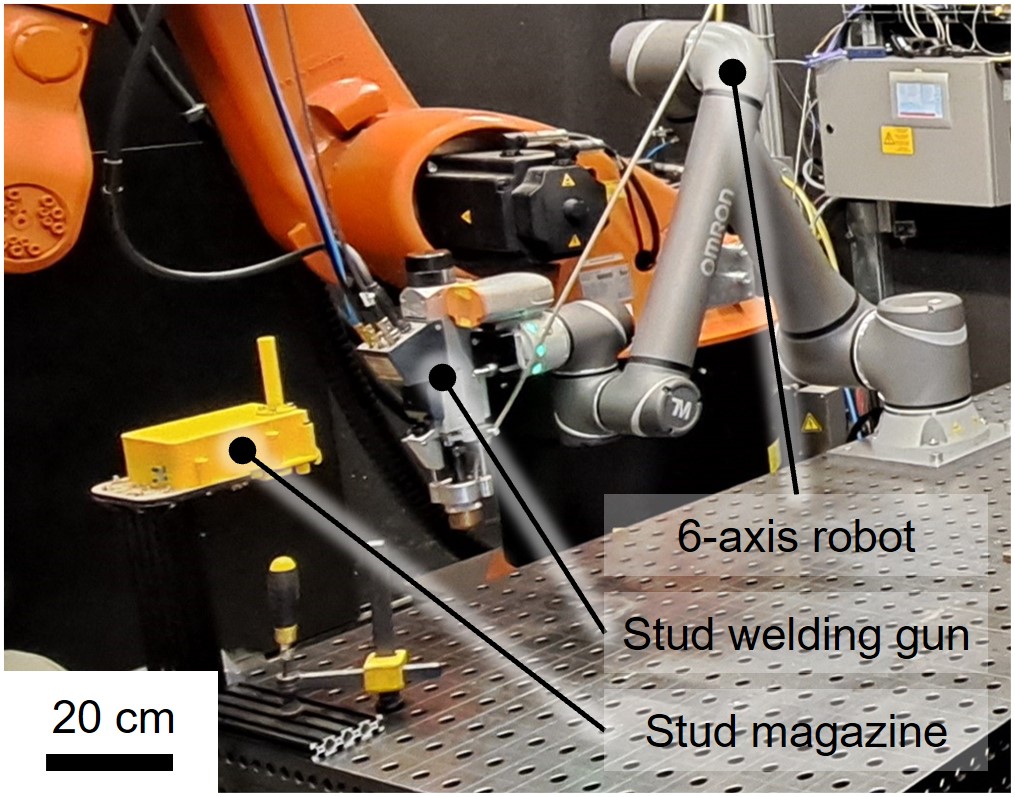
Figure 1: Experimental setup for the stud welding / Credit: WG Zaeh
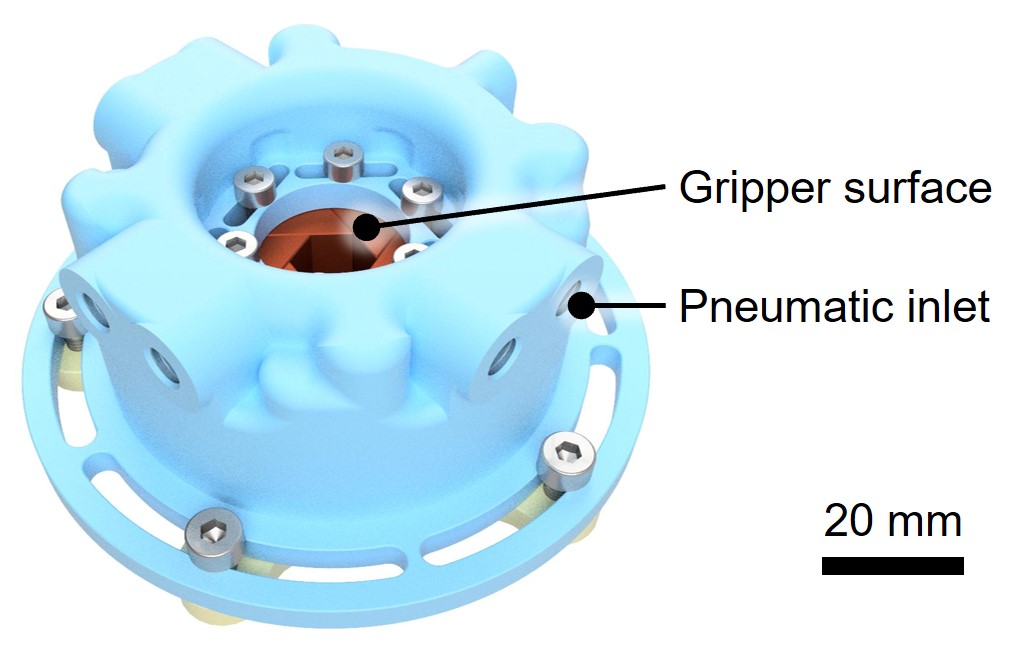
Figure 2: Concept of a pneumatically actuated gripper for fixing the stud welding gun to a rebar / Credit: WG Zaeh
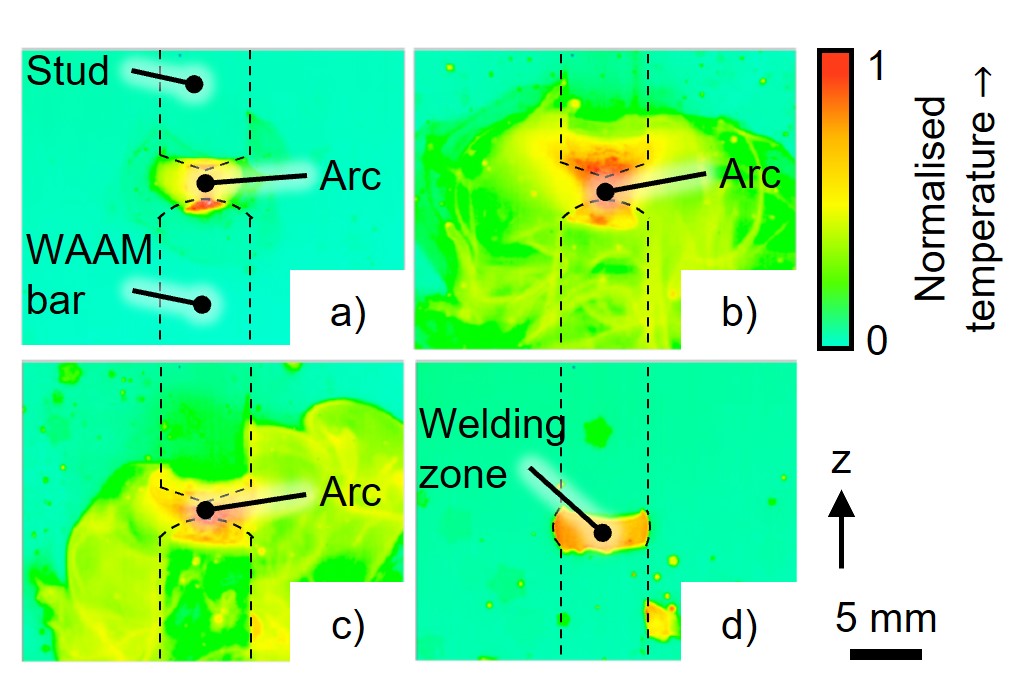
Figure 3: Thermal images of: a) the arc ignition, b) the acting arc, c) the stud immersion, and d) the melt zone; z: build direction / Credit: WG Zaeh



