Research Summary Report A04
Integrated Additive Manufacturing Processes for Reinforced Shotcrete 3D Printing (SC3DP) Elements with Precise Surface Quality
[25.05.2022]
David, Martin; Doctoral Researcher, m.david@tu-braunschweig.de
TU Braunschweig, Institute for Machine Tools and Production Technology (IWF)
Project A04 aims to investigate cooperative Additive Manufacturing (AM) processes based on Shotcrete 3D Printing (SC3DP) for the production of material-efficient, force-optimized, reinforced, load-bearing concrete components with precise surface quality and geometrical precision. The goal is to produce large-scale concrete elements using significantly lower amounts of reinforcement and concrete as compared to standard concrete construction principles. Hereby, different robot guided end effectors are used for flexible and automated processes.
Summary
Within SC3DP many process parameters, like volume of sprayed concrete, air volume flow, nozzle to strand distance and printing speed have an influence on the strand geometry and rheological properties of the concrete. As shown in a previous report (KW 11-2022), chemical additives like stabilizer can also be used to influence the strand geometry. Further parameters to influence and control the process, like the nozzle diameter or the nozzle design are currently investigated.
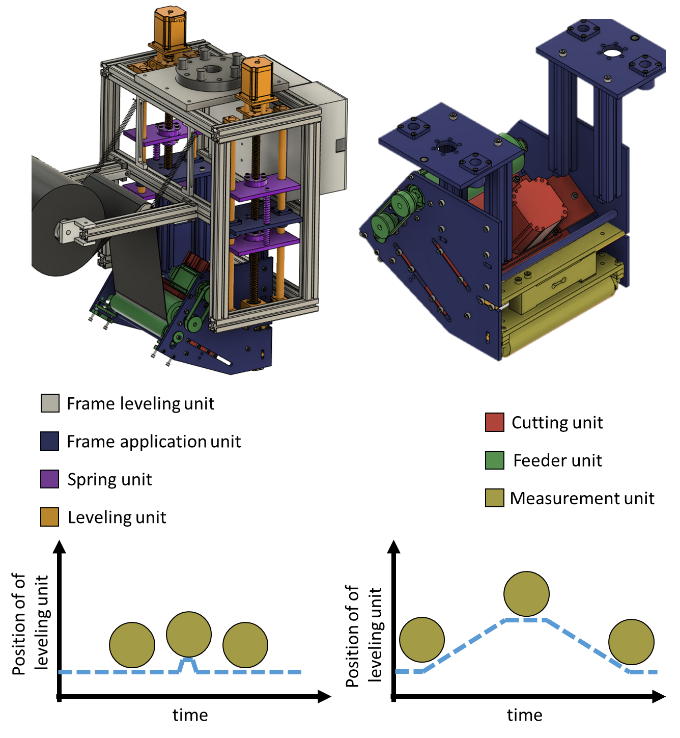
Besides SC3DP itself, the research in this project extents to parallel- or post-processes, like the integration of rebars, fiber strands and fiber mats or the surface treatment of printed specimen. For these processes robot guided end effectors are developed. Figure 1 shows the end effector for the automated application of fiber mats. To compensate inaccuracies in the printing process, the end effector measures and controls the application force of the fiber mats. Preliminary studies on dry and varying one dimensional free form surfaces showed good results for this approach of compensation. While the end effector frame (grey) moved on a linear trajectory over the varying test surface, the levelling unit (orange) compensated both small and abrupt and big and gradually increasing changes in height. To determine the process window for the automated application of fiber mats different experiments regarding application rate, application angle and application force were conducted.
Besides the new FMA- end effector, further improvements were made to the other end effectors presented in the previous research report (KW 40-2021). For the fiber insertion tool (FUBM) an active fiber feeding unit and a fiber cutting unit were added. For the Short Rebar Insertion (SRI) tool an automated magazine and a faster insertion mechanism was added. Due to the changes in the hardware of the reinforcement tools, further research will be carried out to determine the new process window and automation level of the process.
Current state of research
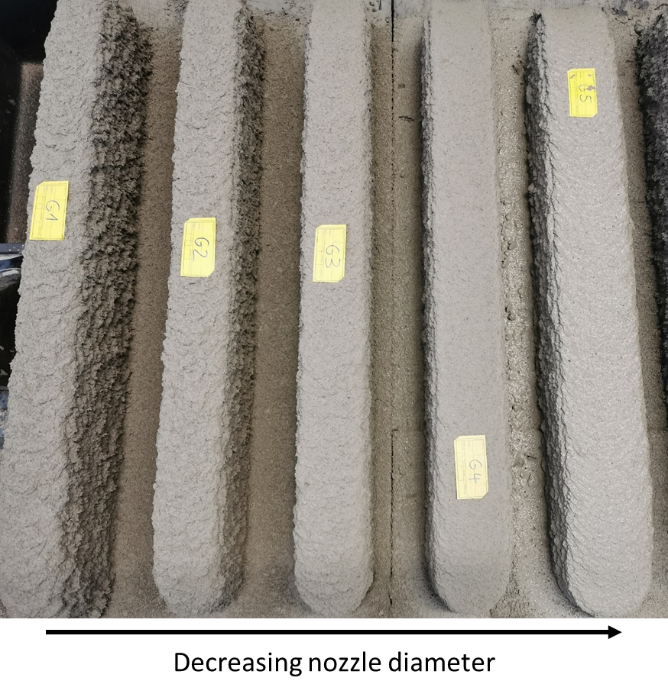
As presented in the summary, the current research on SC3DP deals with the influence of the nozzle on the strand geometry and mechanical properties of the printed specimen. Therefore, a series of experiments was carried out to determine the influence of the nozzle diameter and nozzle length on strand geometry. The results for the experiments can be seen in Fig 2. A bigger nozzle diameter (G1) leads to a slimmer, but higher strand by decreasing the pressure inside the nozzle while a smaller diameter (G5) has the opposite effect. The exact correlation and the influence on the mechanical properties are still evaluated. For the processing of concrete surfaces different approaches and concepts for end effectors are currently evaluated and tested. To determine feasible surface treating techniques an evaluation matrix is created, consisting criteria like “when” or “how” the process will be carried out.